电焊工初步技术与机械设备自动化控制系统安装指南
电焊工初步技术训练
要成为一名合格的电焊工,掌握扎实的基础技术至关重要。以下是循序渐进的初步训练路径:
第一步:安全与理论准备
- 安全知识:必须首先学习并严格遵守安全操作规程,包括穿戴防护服、面罩、手套,确保工作环境通风良好,了解灭火设备位置及使用方法。
- 基础理论:理解焊接原理、常见焊接方法(如手工电弧焊、氩弧焊、CO₂气体保护焊)、电流电压调节、不同金属材料的焊接特性。
第二步:基础操作练习
- 引弧与运条:在废料板上反复练习划擦法和直击法引弧,掌握电弧稳定技巧。练习直线、锯齿形、月牙形等运条方法,保持焊条角度(通常70-80度)与速度均匀。
- 平焊练习:从平焊开始,这是最基本也是最重要的位置。练习焊接直线焊缝,目标达到焊缝均匀、宽窄一致、鱼鳞纹清晰、无咬边、夹渣、气孔等缺陷。
- 角焊与对接焊:掌握角焊缝(内角、外角)和板材对接焊的要点,注意控制熔深和焊脚尺寸。
第三步:质量与控制
- 参数调整:学习根据板材厚度、焊条直径调整电流电压,通过实践找到最佳参数。
- 缺陷识别与处理:学习识别常见的焊接缺陷(如未焊透、焊瘤、裂纹等),并分析原因,通过调整技术参数或操作方法进行纠正。
- 清渣与检查:掌握焊后敲渣技巧,使用焊缝检验尺等工具初步检查焊缝尺寸和外观。
持续提升建议
- 反复练习:焊接技术“唯手熟尔”,在教练或老师傅指导下,于废料上进行大量重复性练习。
- 观察学习:观看高水平焊工的操作视频或现场演示,注意其手法、节奏和问题处理方式。
- 考取证书:考虑参加正规培训,考取国家认可的特种作业操作证(焊工),为职业发展奠定基础。
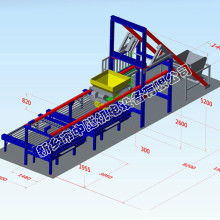
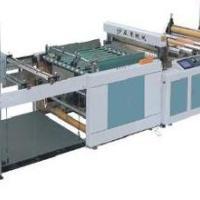
机械设备自动化控制系统安装要点
自动化控制系统的正确安装是保障机械设备高效、稳定、安全运行的关键。以下是核心安装步骤与注意事项:
安装前准备
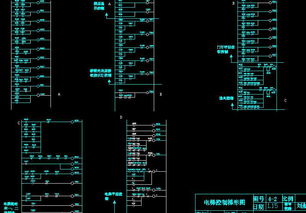
- 技术交底与图纸熟悉:安装人员必须与设计人员充分沟通,彻底理解电气原理图、接线图、布置图及程序逻辑,明确控制要求。
- 设备与材料检查:核对PLC(可编程逻辑控制器)、传感器、执行器(如电机、气缸)、变频器、伺服驱动器、开关、线缆等所有组件型号、规格、数量是否与清单一致,并检查有无损坏。
- 工具准备:备齐万用表、兆欧表、电烙铁、压线钳、螺丝刀、剥线钳等专业工具。
硬件安装流程
- 控制柜安装:
- 按照图纸布局,将PLC、断路器、接触器、继电器、电源模块等牢固安装在导轨或底板上。
- 确保元件间留有足够散热和维护空间,强电与弱电部件尽量分区布置。
- 现场设备安装:
- 正确安装各类传感器(如接近开关、光电开关、编码器),确保其检测距离、角度符合要求。
- 安装执行机构,如电机、电磁阀等,并确保其机械连接牢固、对中良好。
- 布线接线:
- 动力线与信号线分离:必须分开敷设,避免平行长距离走线,交叉时应垂直通过,以防电磁干扰。
- 可靠连接:使用合适的线鼻子和端子,确保接线牢固,无虚接、毛刺。线号管标识清晰、准确。
- 接地处理:系统必须有良好且独立的接地,包括保护接地和工作接地(如屏蔽线接地),这是抗干扰和防触电的重要措施。
软件与调试
- 程序下载与初步测试:将控制程序下载至PLC。在断电状态下,先使用万用表、兆欧表检查线路通断和绝缘电阻,确保无短路、接地故障。
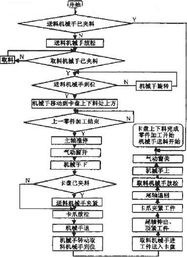
- 上电调试:
- 分级上电:先给控制回路供电,检查电源模块、PLC状态是否正常。
- I/O点测试:在编程软件中强制或通过现场触发,逐一测试每个输入点(传感器)和输出点(执行器)动作是否正确。
- 空载与联动调试:在不带负载的情况下,测试各单机动作和联动逻辑是否符合设计要求。
- 带载试运行:逐步加载,进行整机联动试运行,精细调节控制参数(如PID参数、速度、位置等)。
文档与验收
- 完善文档:记录最终的接线图、参数设置、程序备份及调试记录。
- 培训与交接:对设备操作和维护人员进行系统培训。
- 试运行与验收:进行规定时间的连续试运行,考核其稳定性、精度和安全性,最终完成验收。
核心注意事项
- 安全第一:严格遵守停电、验电、挂警示牌等电气安全规程。调试时,特别是运动部件附近,必须有安全防护和专人监护。
- 抗干扰:重视布线规范、接地质量和屏蔽处理,这是解决大多数不明故障的关键。
- 细心耐心:安装和调试是一个细致活,任何一个小疏忽(如线号标错、端子松动)都可能导致系统故障。
##
电焊工的初步技术培养重在安全规范下的大量实践与手感积累,而自动化控制系统安装则强调严谨的流程、清晰的逻辑和对细节的极致把控。两者都是现代制造业中至关重要的技能。对于有志于从事相关领域的从业者而言,将扎实的动手能力与系统的理论知识相结合,方能胜任岗位要求,并不断精进。在实际工作中,电焊工有时也会参与到设备结构件的焊接修复中,若对设备的自动化控制系统有基本了解,将有助于更全面地理解设备,从而更好地完成焊接任务。
如若转载,请注明出处:http://www.aiaoaiao.com/product/56.html
更新时间:2026-06-18 09:06:34